Autor:Editor del sitio Hora de publicación: 2023-12-28 Origen:Sitio
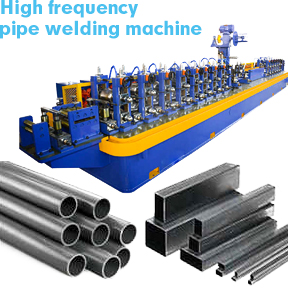
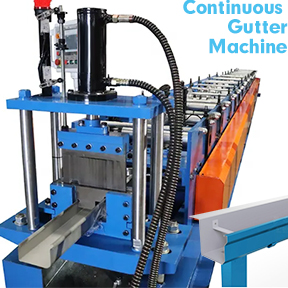
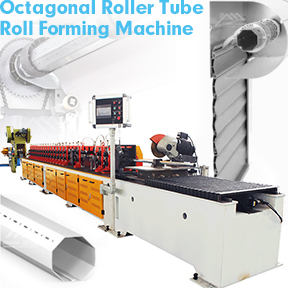
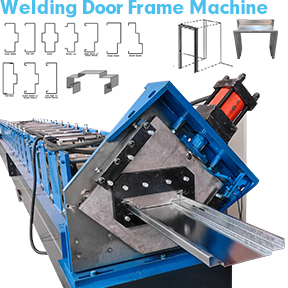
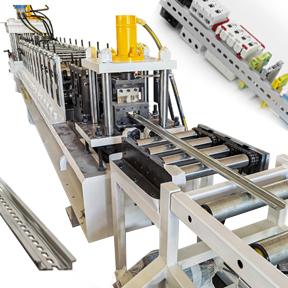
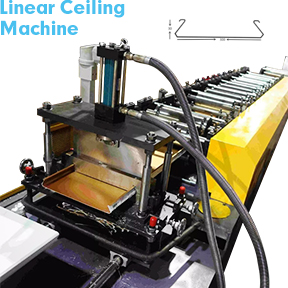
Cómo ajustar Máquina formadora de rollos?El perfilado es el curvado en frío a través de soportes específicos para formar chapa según el perfil requerido, su proceso continuo y adecuado para diferentes longitudes del producto final.
Cada stand se diseña para realizar los cambios adecuados en el perfil.Entonces, una vez que estamos en formación de rodales, tenemos exceso de trabajo o distorsión y ocurre un problema, es necesario verificar cuidadosamente cada rodadura de formación, no solo la estación que parece tener un problema.
Basado en el diferente comportamiento del material durante el proceso de perfilado, el rodillo y la cantidad de diseño de la estación para lograr una operación de perfilado suave y silenciosa.Además, una vez que tenemos ruidos, arrugas, estallidos y exceso de trabajo del material, definitivamente necesitamos ajustes o el diseño básico no era profesional.
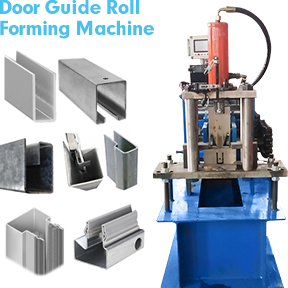
Además, el principal punto de partida para el diseñador es saber qué material se va a formar; para diseñar una máquina perfiladora eficaz, el diseñador de rodillos debe conocer bien la información del material (dureza, rendimiento, debilidad, resistencia de la superficie, etc.). ) Recubrimiento de superficie de material similar (galvanizado o galvalume) Recubrimiento pintado de PPGl de manera similar para producir una máquina formadora de rollos avanzada.Cabe destacar que el mismo conjunto de soportes perfiladores el resultado será totalmente diferente debido a las características de fricción del material, incluso más diseñadores deben conocer bien la tolerancia del perfil y la tolerancia del calibre para diseñar el rodillo con un calibre más grueso.También utilizando la cantidad adecuada de perfilado está para lograr el resultado final con la tolerancia requerida.
Rodillo de instalación, piezas de montaje para completar la máquina
La forma más común es una sonda para ajustar. máquina perfiladora el espacio entre el rodillo superior y el rodillo inferior.La ingeniería debe cambiar la brecha cuando se cambia el espesor del material.Asimismo, los trabajadores deben trabajar y registrar las posiciones de las cajas de rodamientos antes de moverse.Esto puede ayudar como libro de trabajo para que los trabajadores tengan un mantenimiento más fácil de la máquina y la configuración de los espacios entre los rodillos.
De hecho, la mayoría de los rodillos inferiores de la máquina perfiladora son fijos y para cambiar el espacio ajustamos el rodillo superior mediante un tornillo conectado a la carcasa del cojinete.Por encima de todo, el ajuste final de la separación entre rodillos debe realizarse de acuerdo con los engranajes y también con la tolerancia del rodamiento. Una separación más alta entre los rodillos producirá radios de perfil más grandes (resultado no preciso), mientras que a veces el material no avanzará a través de los soportes debido a una separación más grande. .Mientras tanto, una vez que el espacio entre los rodillos es demasiado estrecho, la máquina enfrentará varios problemas, como marcas de material, desgaste del rodillo y el perfil final tendrá arrugas y también un arco torcido.
Inspeccionar el rodillo después de configurar el rodillo
Desde el primer soporte de herramientas, inspeccione el espacio entre los rodillos superior e inferior con un espejo pequeño y asegúrese de que los ángulos de los rodillos estén alineados.
Verifique que las tuercas de los rodillos izquierdo y derecho estén apretadas y fijadas.
El tornillo de la carcasa del cojinete y el tornillo de ajuste de la separación del rodillo superior están bien fijados.
Correr máquina perfiladora sin material e inspeccionar con ojos y oídos desde el primer stand hasta el último.Máquina perfiladora producida para funcionar de manera suave y silenciosa, por lo tanto, verifique también el ruido de funcionamiento de los cojinetes, los rodillos, los engranajes, etc.Como ya hemos explicado, un apriete excesivo produce desgaste de herramientas y desgaste de rodamientos.
Inspeccione la máquina perfiladora con materia prima en el interior
(1) Perfilado generalmente se diseña para formar un panel desde el centro, antes de colocar las tiras en el alimentador, es muy recomendable cortar dos lados de las tiras como en la imagen, esto ayudará a que las tiras se alimenten en el centro de los rodillos.
(2) Aparece una deficiencia en un soporte: Una vez que se produce una deficiencia en el perfil después de un soporte de peaje, debemos verificar el espacio y la alineación de los rodillos ascendentes y descendentes.Asimismo, puede detener la máquina y, a baja velocidad, retroceder un poco para comprobar las marcas del rodillo en el acero y modificar la línea central del rodillo.
(3) Arrugas, estallidos y distorsiones en el soporte: la máquina perfiladora estándar con un verdadero diseñador experimentado funcionará sin estallidos ni arrugas.
Esto sucede por dos razones:
1 primero: soporte de herramientas insuficiente y error de diseño.Lo más destacable es que cada soporte de rodillos ha sido diseñado para formar.Más de su capacidad produce distorsión en el perfil.
2 segundos: separación entre rodillos arriba y abajo o discrepancia en la línea central.Es necesario sacar material y ajustar el rodillo y el espacio.
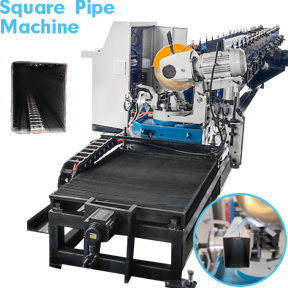
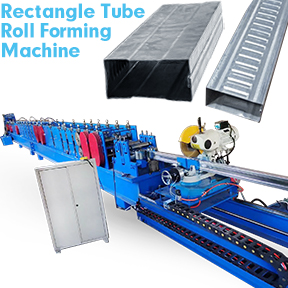
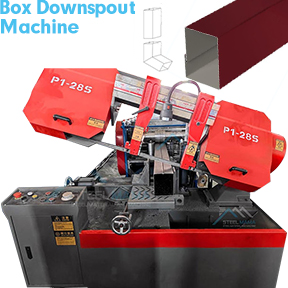
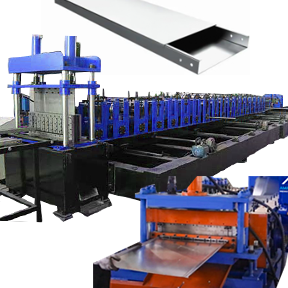
Máquina formadora de rollos con unidad de corte
Para las líneas de perfilado necesitamos cortar la unidad para obtener la longitud del perfil requerida.Disponemos de dos formas de corte de listones o panel:
1.precorte
Es una cizalla de hoja plana que se instala antes de formar y no corta ningún material según la longitud requerida.
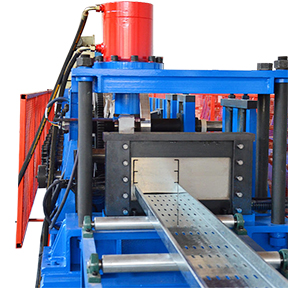
2. corte de forma
Instale después de formar los soportes, la hoja tiene el mismo diseño que la forma del perfil, para una hoja de corte hidráulica o una sierra de corte que también corta el perfil después de formar.
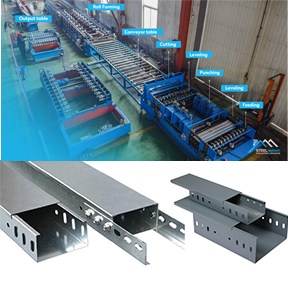
Instalación de perfilado de la unidad de corte:
Después de que el material pasa por todos los soportes de rodillos y también con el cabezal de torsión, ajustamos la torsión y la longitud del perfil.Es hora de instalar la unidad de corte en el extremo de la máquina perfiladora, en consecuencia, para asegurarse de que la hoja de corte esté en la posición correcta y no produzca ninguna distorsión o reflejo en el perfil al pasar el perfil a través de la hoja.
Inspeccionar el perfil terminado en perfilado
El Twisting-Bow y la cámara no se despejan con una pequeña pieza del perfil. A partir de 2 piezas, un mínimo de 4 metros de perfil, luego júntelos e inspeccione cuidadosamente. También puede girar el perfil y colocarlo espalda con espalda y luego verificar el BOW para que se dé cuenta mejor. .
Verifique el ángulo y las partes planas junto con el perfil, cualquier borde ondulado, arruga o centro ondulado y luego continúe con la modificación.
Mida el grado del ángulo con herramientas biseladas y todos los lados con calibradores para asegurarse de que todos los ángulos estén bien formados según sus necesidades.Y cada sección del panel es igual que el dibujo a pedido.
Efectos de los materiales en el perfilado
Como ya se mencionó antes, los diseñadores se preocupan por comenzar a diseñar y producir. material Comportamiento y reflexión.Pero a veces, al cambiar la bobina (incluso el mismo material), el resultado de la máquina perfiladora cambiará.Es cierto que, en relación con el procesamiento de corte y la máquina de retroceso, cada bobina de tiras se comportará de manera diferente.Como resultado, realmente debería preocuparse por el procesamiento de corte del material, especialmente en el material galvanizado de bajo calibre.
la mayoría de las separaciones de los rodillos se encuentran en el punto medio del rango de tolerancia de calibre ordenada.Una vez introducido el espesor del material en los extremos de la tolerancia del calibre del material, es necesario cambiar la separación de los rodillos uno por uno con una sonda.